

When tons of corn and wheat stream into storage, and feed production lines operate at high speed—are the dust, stones, and straw fragments in the raw materials eroding your product quality and production efficiency?

In the fields of grain storage, feed processing, and chemical pellet processing, the purity of raw materials directly determines the quality of the finished product and the smoothness of the production line. Faced with the need for impurity removal from massive quantities of pellet materials, a highly efficient, reliable, and adaptable professional piece of equipment is the key to breaking the deadlock.
The vibrating cleaning screen (grain vibrating cleaner/vibrating sieve separator) is a market-proven “impurity removal stabilizing force,” safeguarding the bottom line of raw material quality in grain depots, feed mills, and chemical plants with its robust capabilities.
How does it become the “ultimate gatekeeper” for pellet raw materials? This article will analyze it in depth from four dimensions:
Core Positioning: The Cornerstone Logic of Deep Cleaning of Pellet Raw Materials
Working Principle: The Technological Core of Precise Impurity Separation
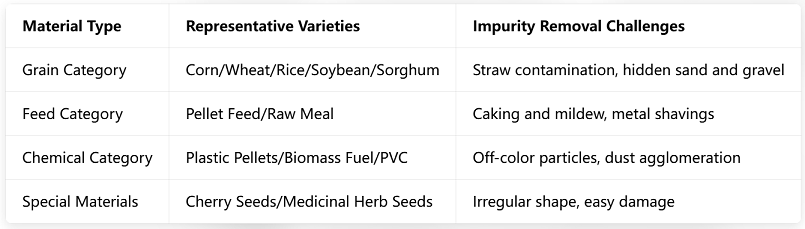
Adaptation Boundaries: Sweeping Capability from Corn and Wheat to Chemical Pelletization
Value Attribution: Who Needs This “Dual Engine of Efficiency and Quality” the Most?
I. Core Positioning: Experts in Deep Cleaning of Granular Raw Materials
The vibrating cleaner is not just a conceptual gimmick, but an engineered solution specifically designed for removing impurities from granular raw materials. Its core mission is to achieve a dual-effect synergy of physical sieving and air separation purification:
Removing four main categories of impurities: large impurities (stones, rope ends), medium impurities (straw, mixed grains), small impurities (fine sand), and light impurities (dust, chaff).
Protecting three values: Ensuring finished product quality > Improving production line efficiency > Reducing equipment wear and tear.
II. Working Principle: The Core Technology Behind Three-Layer Purification
STEP 1|Even Material Distribution Control
A dedicated even material distribution mechanism acts like a “preparer,” ensuring that materials are evenly distributed across the screen surface, eliminating cleaning dead zones from the source.
STEP 2|Vibration Layering
A vibrating motor drives the screen body in high-frequency motion → materials jump regularly on the screen → particle size classification is automatically completed:
Large impurities: intercepted by the upper screen → discharged through the side discharge port
Small impurities: penetrate through the lower screen holes → collected in the bottom impurity hopper
Clean material: sieved through the middle screen → output from the main discharge port
STEP 3 | Air Separation Killer
Single-Circulation Air Separator (Equipment with Built-in Fan) Precise Finishing Touch:
Airflow adsorbs light impurities → Automatic collection in settling chamber
No external air network required: Saves 30% energy > Reduces equipment investment > Eliminates ductwork maintenance
▌Technical Highlights:
✅ Self-Balancing Vibration System: Smoother operation, 40% noise reduction
✅ Settling-type impurity removal: Prevents secondary contamination from impurities
III. Application Boundaries: An all-rounder sweeping across three major fields
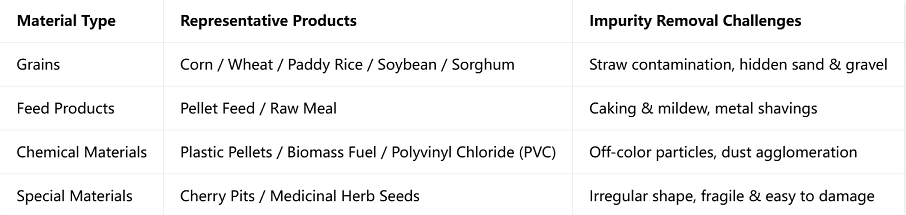
Industry Pain Point Terminator:
Is electrostatic adsorption easy in chemical particle screening? → Customized anti-static screen solution
High cherry pit breakage rate? → One-click adjustment of flexible vibration parameters
IV. Value Attribution: These scenarios are reaping the benefits of technological dividends
V. Advanced Capabilities: Pushing efficiency beyond imagination
1. Intelligent Stacked Screen System
Double-layer screen plate → Fine grading of single materials
Three/four-layer screen plate → Simultaneous processing of two or more materials in one machine (e.g., corn and soybeans screened together)
✓ No need to replace screens ✓ 10-minute mode switching
2. Excessive processing capacity
Processing capacity 15-110 tons/hour, freely adaptable
Small feed line → Compact equipment for flexible integration
Ten-thousand-ton grain silos → Seamless parallel operation of multiple units
All-scenario weather-resistant design
High humidity environment in grain depots → Rust-proof coating + IP54 protection
3. Corrosive conditions in chemical plants → Key components made of 304 stainless steel
▌Industry Insights
When raw material cleanliness becomes the watershed for quality competition, vibrating cleaning screens have been upgraded from “auxiliary equipment” to core productivity tools in production lines. Its value lies not only in its impurity removal efficiency, but also in:
Hidden cost reduction: Reduced equipment maintenance > Reduced raw material loss > Avoidance of quality claims
Capacity release: Provides pure raw materials for subsequent processes, increasing overall efficiency by 12-25%
>>> Equipment Selection Guide:
Select screen level based on material characteristics
Match machine power according to capacity requirements (15-110t/h full range)
If you are facing:
Raw material impurities leading to increased customer complaints
Cleaning process becoming a bottleneck in capacity
External ventilation network maintenance costs remaining high
→ Contact us now for professional solutions!

Post time: Mar-25-2026